設計
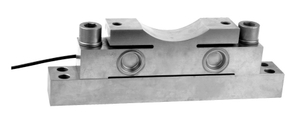
アプリケーションに応じて、タイプ(曲げビーム、カラム、せん断ビームなど)が決定されます。荷重範囲と出力は、使用する材料を決定する際に考慮すべき重要な要素です。アルミニウムはより低い負荷範囲に使用されますが、より高い負荷には鋼が好まれます。計量スケールのアプリケーションでは、曲げビーム荷重セルが使用されます。 引張負荷セル 引張力を測定するために、自動梱包機で使用されます。大容量のカラムまたはせん断ビーム荷重セルは、重量のブリッジ/トラックスケールに使用されます。
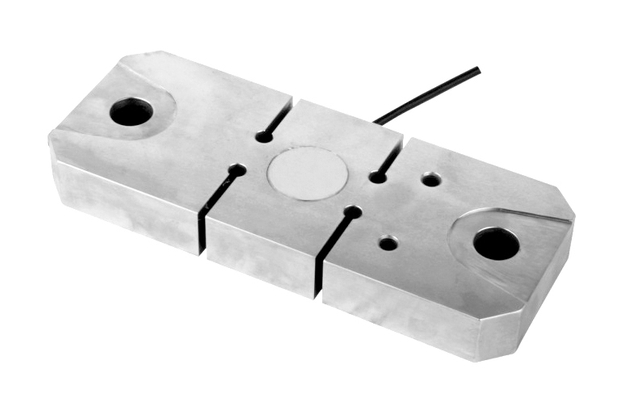
ロードセル設計ソフトウェアは、作業を大幅に削減します。ほとんどのソフトウェアは、ロードセルの最も重要な部分の寸法を提供します。せん断ビーム負荷セルの場合、ウェブの厚さが最も重要です。列荷重セルの場合、列幅と幅が重要です。また、双眼梁荷重セルの場合、プロファイルの最も薄い部分と穴間の距離の厚さが重要です。
材料調達
材料の調達には、金属(鋼またはアルミニウム)、ひずみゲージ(トランスデューサークラス)、接着剤、端子、PCB、ケーブル、ベローズ、ファスナー、名前プレートの購入が含まれます。
ひずみゲージは、アプリケーションに基づいて選択されます。線形またはせん断。ひずみゲージは、3mm、6mmなどのさまざまなサイズで利用できます。ひずみゲージは、HBM、マイクロ測定(MM)、Shinkoh、Blhなどの評判の高いメーカーから調達できます。 、内部配線、ケーブルグランドなどのワイヤーも調達されています。右色コード(赤、黒、白、緑、青)を備えたテフロンコーティングマルチコアケーブル(4コアまたは6コア)は、適切なベンダーから調達されています。ケーブルは連続性とコア内の鎖の品質をテストする必要があります。ストランドは銀コーティングされた柔軟性である必要があります。
右の断面を備えた合金(円形または正方形または長方形)が選択されているため、物質的な浪費が少なくともそのようになります。ほとんどのメーカーは、EN24の円形セクションを鋼荷重セルに使用することを好みます。次のステップは、評判の高いテストサービスプロバイダーからの金属の化学組成と内部亀裂(ウルトラサウンドテスト)をテストすることです。産業基準を確認しない合金は拒否されます。また、内部亀裂のある材料は、ロードセルの製造に使用することはできません。
加工と熱処理
必要なフォームに原材料を加工することは、多くの注意を払って実行されます。一般的に使用されるマシンは、シェーピングマシン、ミリング機、旋盤、カラム掘削機、および表面研削機です。マシンは良好な労働条件で、正確な寸法を生成できる必要があります。右のクーラントは、プロセス中の過度の加熱を避けるために、すべての段階で使用されます。寸法は、1ミクロンの精度で、高さゲージ、デジタルバーニエ、深度ゲージ、マイクロメーターなどの精度測定機器を使用して、あらゆる段階でチェックされます。酸化を避けるために、プロセス中の材料(鋼)が油が塗られています。表面研削は機械加工の最後の段階であり、硬化のプロセス後に行われます。
鋼の元素のみが、熱処理プラントで硬化するプロセスを受けます。元素はゆっくりと高温まで加熱され、オイルバスで急速に冷却され、その後、水浴でさらに冷却されます。ハーネスは、ロックウェルハードネステスターでテストされています。硬度値はHRC 40〜45の間である必要があります。値が45未満の場合、要素を再度硬化させる必要があるか、値が45を超える場合、要素は柔らかくなります。鋼の一部のバッチは、必要な値に固執することができません。そのような場合、要素を拒否する必要があります。
表面研削は2つの目的を達成します。正確な寸法と滑らかな表面仕上げ。プロセスで除去された材料は通常、数ミクロンです。要素は、deburringの最後の1つのラウンドを受け、次の段階に向けて準備ができています。
電気めっき
亜鉛メッキは、以前に一般的に使用されていました。しかし、過去20年間で、エレクトロレスニッケルは、優れた保護を提供し、元素を審美的に良好にするため、優先保護コーティングです。要素は、表面仕上げを改善するためにバフと呼ばれるプロセスを受けます。その後、それは洗浄され、化学物質ですすいで、グリースやその他の物質を除去します。要素は、ニッケルが要素を順守するその間、特定の期間、化学浴に浸されたままになります。最後のステップは、美学を強化するために行われる研磨です。
結合ひずみゲージと内部配線
これは、ロードセルの製造の重要な段階です。要素では、ひずみゲージを固定する表面は、円形の動きで水エメリーでそれを研磨することにより調製されます。高さゲージと表面プレートを使用して、クロスヘアが描画され、要素の反対側のひずみゲージの正確な位置をマークします。ひずみゲージ表面は、トリクロロエチレン(TCE)やアセトンなどの化学物質を使用して徹底的に洗浄されています。多くの国で禁止されているため、TCEの代わりに代替化学物質が使用されています。
要素にグリースやその他の不純物がないと、クロスヘアに接着剤が適用されます(ひずみゲージで占められている近似領域と一致します)。接着剤は、ひずみゲージとはんだ端子の底側にも塗布され、数分間沈降することができます。適切な量を適用することが重要です。
顕微鏡の下で、ひずみゲージは、マークを交差ヘアに合わせて配置し、テープで留めて所定の位置に保持します。使用される接着テープは、約2時間、摂氏250度の範囲で温度に耐えることができる特別な品質です。場所にひずみゲージを使用すると、圧力パッドとクランプが固定されています。これは、動きを停止し、ひずみゲージと要素間の接着剤の均一な厚さを維持するために行われます。クランプが所定の位置にあるため、要素は電気オーブン(エアブロワー付き)に配置され、約180度まで約1時間加熱されます。このプロセスは通常、硬化と呼ばれます。熱処理の温度と期間は、使用する接着剤に依存します。要素は室温まで冷却するのに約12時間かかり、自然に起こるはずです。硬化後、クランプと接着テープが取り外されます。要素は、治療後と呼ばれる別のラウンドの熱処理を受けます。これは、スターリンのゲージと接着剤のストレスのために行われました。
次のステップは、ひずみゲージ端子をはんだタブにはんだ付けし、ワイヤーを固定して回路を作成して、ひずみゲージがホイートストーンブリッジの構成になるようにすることです。このジョブには、特別なはんだの先端が付いた高級はんだ付けステーション(温度制御)が使用されます。内部配線は、マルチコアケーブルが結合されている小さなPCBで終了します。この段階では、作業荷重セルがあります。基本的なテストが行われます。 10V DC(または12V DC)が適用され、最小カウント0.1Vのマルチメーターを使用して測定され、ノーロードまたはゼロ出力が認められます。荷重は正しい方向に適用され、出力が正であるかどうかを確認します。理想的には、ノーロードが-0.25 mVに調整されます。
温度補償
荷重セルは、指定された温度範囲〜0〜60度の摂氏を通じて一貫して動作する必要があります。それを達成するために、負荷セルは0°Cと60°Cで6〜12時間研究されます。出力の違いに基づいて、温度の影響に対抗するために、特別な合金で作られたワイヤの長さが回路に導入されます。 2回目の温度テストが実行され、荷重セルの挙動が範囲から一定になるようにします。つまり、0°Cから60°Cの間です。ひずみゲージ技術の最近の開発により、自己補償のひずみゲージは、負荷細胞の製造の1つの段階を排除しました。ただし、品質に真剣に取り組む企業は、さまざまな温度で荷重セルの動作をチェックしています。
負荷テストとキャリブレーション
この段階では、負荷セルは、フルスケールの出力、再現性、直線性、クリープ、ヒステリシスなど、多数のテストを受けます。荷重セル出力は、定格荷重で20mV(または仕様に応じて10mV、30mV)に調整されます。また、負荷セルは過負荷テストを受けて、定格負荷の150%に耐えることを確認します。
再現性テスト:ロードセルは、荷重のすべてのインスタンスで記載されている回数と出力数をテストします。出力は、請求された精度レベル内である必要があります。
線形テスト:ロードセルは、すべてのインスタンスで注目される増分および減少の負荷と出力を受けます。負荷と出力グラフは直線でなければなりません。
クリープテスト:ロードセルは長期間フルスケールでロードされ、たとえば1時間、出力が観察されます。理想的には、出力が増加したり減少したりしないはずです。
ヘルメットシーリング
これは、荷重セルがほこりに防ぐ、湿気防止、防水性のある最終段階です。一部のローエンドの負荷セルは、コストの理由で密閉されていません。追加の保護を提供するために、より大きな負荷セル(より高い容量)をエキスポックス塗料でコーティングします。負荷セルは、外側のカバーまたはベローズが負荷挙動に影響を与えていないことを確認するために再度テストされます。
すべてのロードセルには、ロードセルのシリアル番号、製造日、ケーブルカラーコード、外部寸法、励起電圧、入出力インピーダンス、ノーロード出力、定格容量、フルスケール出力などの電気パラメーターを備えたデータシートが付属されています。 、感度など